热泵多级常压循环载气提取蒸发系统
产品介绍
一, 工作机理
目前我们的工业、农业等各行业的发展偏粗放型,高消耗高污染,造成资源的大量流失,如何实现资源回收及能源循环利用成为目前***为迫切的难题,为此开发这套常压循环分离合成系统。
蒸发/浓缩/提纯是化工制药、食品、电镀表面处理产品生产过程中的基本单元操作设备。而对热敏性料液,为防止营养成分或活性成分等的损失,往往需要在低温下蒸发浓缩。传统的低温蒸发浓缩方法一般采用真空蒸发,即利用真空下料液沸点降低的原理,使料液在适当的真空度下、在低于80℃的温度下沸腾,将料液的浓度提高,获得满足工艺要求的浓缩料液乜。但真空蒸发方法需配备抽真空设备,蒸发浓缩系统本身也要有较好的承压性和密封性,因此,系统的设计、制造、安装及操作要求均较高,系统的初投资和运行费用也较高。
为此,我公司设计研发了一种基于热泵和气体介质循环的蒸发浓缩系统----常压循环分离合成系统,简称GER系统,可在常压下实现料液的低温蒸发浓缩,且具有较高的能源效率。如果热泵机组和其他技术联合运行,它的理论计算能效比是倍数关系。
许多企业在生产过程中,往往会产生一定量高浓度废水、废液,当前主要采用以下两种方式去除:一种是通过物理化学、生物处理的方法将废水、废液中的污染物去除,这方面主要是着眼于将高浓度废水废液中的污染物进行分解处理,以使废水可以达到排放标准,采用此方式处理,因污染物浓度高而使得处理成本高昂,处理效果也不稳定;众所周知,高浓废水/废液是被放错了地方的资源,且部分具有极高的回收价值,采用这种方法不能将它们进行回收利用,而只是加以去除,造成资源JD的浪费。另一种是加热蒸发方式,即采用类似于多效蒸发的技术,但是多效蒸发技术是在低压的状态下将废水加热至70℃一90℃,将水蒸馏出来,这种工艺方法往往能耗较大,同时加热导致废水中污染物性质改变,丧失回收价值。
GER系统通过低温蒸发,让循环空气将废水废液中的水提出,污染物形成固体提取物。固体提取物与提纯的水可作为资源进行二次利用。很好的解决上述两种解决方案中出现的缺陷,即分离出高浓度废水/废液中的水,很好的保留了水中的高含量污染物,便于回收利用;同时能耗低于传统加热蒸发技术。
二,处理系统
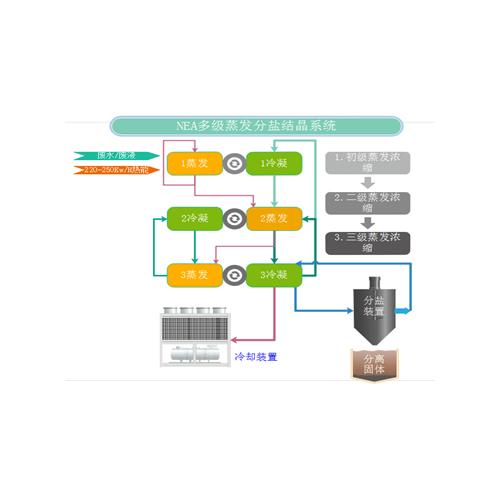
GER系统分几大模块:蒸发、合成、冷凝、热泵等。可根据客户的需求进行定制式的设计制造,模块间的关系如下图:
1 蒸发模块
属于常压低温循环闭式蒸发,循环压力,配合GER雾化加速蒸发分离,给予一定交换分离空间和高度,实现低能耗蒸发的技术,根据不同溶液进行定制式的结构设计。
2.合成模块
根据溶液的需要性质的不同,此模块属于定制系统增减配置,蒸发模块出来的可挥发的物质,在这套模块中通过添加溶剂进行有效的吸收合成,从而产生新的物质达到有效提纯净化回收利用的目的,合成模块根据需要合成物质的性质,进行特殊的设计和定制开发。
3.冷凝模块
由蒸发模块出来的水蒸气及透过合成模块后的水蒸气进行冷凝,将冷凝水回收利用,此模块同时可以实现热能的循环利用,达到节能的目的。
三,适用范围
1.适用领域
常压循环分离合成系统对于高浓度、高盐废水处理及化工、制药生产环节的浓缩提纯效果尤为突出,本系统目前能广泛应用于石油化工、煤化工、精细化工、制药、染料、涂料、铝表面氧化、电镀、特种纸、养殖、垃圾渗滤液等领域。
2.水质要求
|
参数
|
要求
|
|
无机酸碱 浓度
|
无限制(挥发性酸除外)
|
|
BOD
生物需氧量
|
无限制
|
|
COD
化学需氧量
|
无限制
|
|
TDS
总溶解固体
|
无限制
|
|
粘度
|
无限制
|
|
pH
|
pH 无限制
|
|
挥发性
|
无爆炸危险
|
四,技术应用效果
表4-1废酸废酸处理达到的的效果
|
行业
|
总溶解浓度|TDS (mg/L)
|
化学需氧量|COD (mg/L)
|
|
入水
|
出水
|
入水
|
出水
|
|
染料/涂料印染
|
250,000
|
33
|
55,000
|
103
|
|
养殖废水
|
N.A.
|
2,370
|
9,850
|
86.2
|
|
垃圾渗滤液
|
22,908
|
398
|
3,690
|
41.3
|
|
石油化工产品
|
66,100
|
98.3
|
4,430
|
44.4
|
|
环氧树脂有机废水
|
464,534
|
35.6
|
5,810
|
11.7
|
|
造纸纺织废水
|
26000
|
95
|
29000
|
240
|
|
制药/农药
|
39530
|
41.6
|
18000
|
280
|
|
电镀表面处理/精细化工浓缩液
|
100567
|
156.4
|
127000
|
990
|
|
煤化工/石油天然气
|
44400
|
20.57
|
14000
|
860
|
2.技术对比
|
项目
|
GER常压蒸发废酸废水分盐系统
|
MVR/多效蒸发系统
|
|
优点
|
1.安全节能等于4-8效蒸发器能耗,没有压力容器,免去安检消防审批。
|
1.系统体积小,结构简单,运行稳定,节能显著。
|
|
2.非沸点蒸发,对物料沸点温升没有限制,可以蒸发各种浓度的高盐废水,有机废水,高浓度酸碱废水。
|
2.适合于处理沸点升较小的物料,例如牛奶、淀粉糖、NEA等溶液。
|
|
3.对料液/进水水质无特殊要求,不需要对废水进行复杂的预处理过程;是蒸发结晶的一体设备,连续分盐,可以辅助水处理系统的蒸发分盐结晶零排放***后一股浓水的问题。
|
3.MVR特别适合有热敏性质的物料的浓缩,并且在低温蒸发状态下无需冷冻冷却水,大大的节省投资强度。
|
|
4.GER系统避免结垢可以把料液变成酸性或者设计特殊换热器,后期运行成本ZD,维护简单,可以智能化运行。
|
4.一般情况下不需要冷却设备,节约能耗和设备投入。
|
|
5.系统一体模块化化设计,快速安装调试运行,系统寿命长久稳定。
|
5.-
|
|
缺点
|
1.能效要求越高,设备占地面积较大,投资造价相对高。
|
1.不适合含有易挥发、不可凝有机物的废水物料,其会额外的增加压缩机能耗,同时会缩短压缩机使用寿命。
|
|
2.系统综合能效比相对MVR某些情况略低。
|
2.压缩机为核心设备,价格较高,维护费用较大。MVR系统的换热温差较小,导致换热面积很大。如果料液大于10度温升,系统设备复杂。
|
|
3.由于是低温液液换热换热器庞大管路复杂庞大。
|
3.其不适合沸点升高较大的物料,一般沸点升不能超过5~10度。换热器容易结垢,堵塞,造成效率大幅度下降。
|
|
4.高能效比需要加入热泵机组,增加了设备复杂度和造价。
|
4.对操作人员的素质要求较高,故一般设计为PLC或DCS自控系统。
|
|
5.-NO
|
5.对COD和TDS有很高的要求,不易处理对于含有较高硬度、重油等高结垢倾向的污水。 直接分盐有一定风险。
|
3.优势总结
目前GER系统在废水处理领域相对于膜分离、多效蒸发、MVR等技术,在设备造价、能耗、稳定性、二次污染、自动化等方面均表现出了明显的优势,目前类似GER系统已在澳大利亚、美国等国家广泛的应用,均取得非常好的效果。
· 工程设计的坚固耐用的塑料结构
· 大批量生产的有质量保障的模块化组件
· 无沸腾传热面,灵敏的热驱动蒸发系统
· 泵循环蒸发速率比高形成涡流冲刷,贯穿整个过程
· 运行中智能自我清洁
· 自动启动,停止及远程监控
· 滑入/滑出式模块检测,无空间限制
· 低压,无需压力容器认证,无蒸汽
物料工艺设计
|
废液废酸量
|
200t/D
|
混合型挥发酸反向提取
|
|
料液成分
|
10-15% 混合酸
|
|
|
颜色/其他成分
|
|
|
|
设计蒸发量-Kg/D
|
10t/H
|
设计5个模块单个蒸发量2t/H
|
|
预估浓缩比例范围
|
8-9倍
|
|
|
能源消耗
|
电能10-15kw/H/吨水
|
|
|
蒸汽08-1t/H/吨水能耗
|
|
|
占地面积 m2
|
150m2两层,高度10-13m
|
|
|
设备造价-蒸汽型 – 万
|
*****万(5套独立系统)
|
可以任意单独启动
|
|
|
|
|



{try{}catch(e){}var f='http://service.weibo.com/share/share.php?',u=d.location.href,p=['url=',e(u),'&title=',e(encodeURIComponent('#新能源产品推荐#【节能多级热泵蒸发系统(NER570) — 昆山尚道源环境技术有限公司】其他现有的海水淡化系统包括基于热能的多级闪蒸(MSF)蒸馏和多效蒸馏(MED),这两者都是能源和资本密集型过程。然而,在MSF和MED系统中,***大盐水..')),'&appkey=1803333894','&pic=http://file.china-nengyuan.com/999/product/small/202005/p617927001590660025.jpg'].join('');function a(){if(!window.open([f,p].join(''),'mb',['toolbar=0,status=0,resizable=1,width=620,height=450,left=',(s.width-620)/2,',top=',(s.height-450)/2].join('')))u.href=[f,p].join('');};if(/Firefox/.test(navigator.userAgent)){setTimeout(a,0)}else{a()}})(screen,document,encodeURIComponent));){kind=link}