|
于斌,齐鲁
(天津工业大学生物与纺织材料研究所,天津市改性和功能纤维重点实验室,天津300160)
摘要:介绍了近年来国内外木质纤维素生产燃料乙醇的技术现状。评述了纤维素原料生产乙醇的预处理及水解为葡萄糖和发酵成酒精的各生产工艺。分析了各工艺的技术特点和经济性。提出应进一步加强纤维素生产燃料乙醇的研究。
经济社会的发展以能源为重要动力,经济越发展,能源消耗越多。到2059年,也就是世界上第一口油井开钻200周年之际,世界石油资源大概所剩无几[1]。而生物质能是由植物的光合作用固定于地球上的太阳能,最有可能成为21世纪主要的新能源之一。据估计,植物每年贮存的能量约相当于世界主要燃料消耗的10倍;而作为能源的利用量还不到其总量的1%。专家预测,生物质能源将成为未来持续能源重要部分,到2015年,全球总能耗将有40%来自生物质能源。
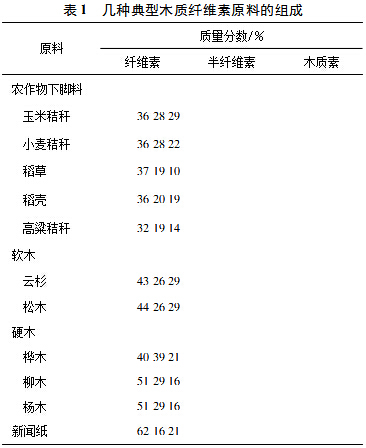
然而燃料乙醇的生产如均以糖类或粮食为原料,其产量受到粮食资源的限制,难以长期满足能源需求。从长远考虑必须进行科技创新,扩大原料来源。含木质纤维素的生物质废弃物是生产燃料乙醇的另一原料来源,它包括农作物秸秆、林业加工废料、甘蔗渣及城市垃圾中所含的废弃生物质等[2]。国内外专家对木质纤维素原料转化为乙醇燃料进行了大量的研究。木质纤维素转化为乙醇的步骤主要分为两步:纤维素水解成糖,糖发酵成醇。由于木质纤维素结构复杂,纤维素、半纤维素不但被木质素包裹,而且半纤维素部分共价和木质素结合,纤维素具有高度有序晶体结构.因此必须经过预处理,使得纤维素、半纤维素、木质素分离开,切断它们的氢键,破坏晶体结构,降低聚合度,以提高水解效率。表1列出了几种木质纤维素中纤维素、半纤维素和木质素的含量[3]。
1燃料乙醇的生产现状
2001年世界乙醇年产量达314亿升,其中近200亿升为燃料乙醇,约占乙醇总量的63%。各大洲的产量分别为:美洲205.7亿升,欧洲41.5亿升,亚洲5.3亿升,非洲5.3亿升,大洋洲1.8亿升[4]。
不难看出,美洲在乙醇的生产上仍然是世界乙醇生产的领头羊,同样在将纤维质转化为燃料酒精的研究、生产和应用方面,巴西和美国也走在了世界的前列。在美国,政府积极鼓励燃料酒精的生产和使用。在政府的大力倡导下,酒精燃料在美国的燃料市场上的份额已达到8%。1998年10月第一家商业性转化纤维质为酒精的工厂由BC International在路易斯安那Jennings开始破土动工,该厂以蔗渣和稻壳为原料,年产酒精20×106加仑。
1998年的12月,美国路易斯安那州的一家名为国际生物燃料的公司,宣布他们将利用申报了的专利技术,以纤维质为原料大规模生产酒精,预计年产量为2500kt。除此之外,加利福尼亚和纽约用城市垃圾生产酒精的建厂计划亦在进行中[5];在巴西,酒精工业是国民经济的支柱,他们利用榨汁后的蔗渣发酵燃料酒精。
到目前为止,巴西所产汽车90%采用酒精燃料发动机,全国一半多的交通工具使用的是酒精燃料。日本的研究者对纤维素的酒精发酵也作了大量的研究,日本通产省从1980年起制定了生物质燃料化的七年研究开发计划,并设置了生物质研究委员会,经费预算总额为260亿日元,其中技术开发费用达124亿日元。
日本工业技术研究院微生物工业研究所从1979年起,开始进行稻草、废木材能源化的研究,目的是降低成本、进行工业化生产,至今酒精发酵技术已基本完善。英、法、印度等国也都在计划生产燃料酒精。综上所述,在国外,以纤维质为原料生产酒精费正逐步走向一个技术成熟的阶段[6,7]。
与美国等国家相比,我国的燃料乙醇生产只是在近几年才受到政府高度重视,起步较晚,但是自2000年以来,我国推广使用车用乙醇汽油工作取得了很大进展。目前,我国推广使用车用乙醇汽油工作已取得阶段性成果[8,9]。2001年4月,河南天冠集团公司和黑龙江华润金玉实业有限公司老厂变性燃料乙醇改扩建项目已相继投产[10],吉林省新建60万吨燃料乙醇项目在2001年9月22日正式开工建设。但对以纤维素为原料生产酒精的工艺条件的研究还不成熟。虽然中国科学院早在1980年就在广州召开了“全国纤维素化学学术会议”,把开发利用纤维素资源作为动力燃料提到议事日程上来,但是到目前为止,仍没有取得重大突破,天然纤维素转化为酒精的新型开发技术在工业上尚未大规模实施,其工艺技术的改进和基础理论的研究仍在进行之中。因此在我国以纤维质废物为原料生产酒精仍需进一步的深入研究。
2木质纤维素原料的预处理
由木质纤维素的组成和结构可以知道,影响纤维素糖化分解的主要因素有木质素和半纤维素的保护作用,纤维素的结晶度、聚合度、有效比表面积、内部孔隙大小及分布等,要直接对纤维素进行糖化水解或生物转化是相当困难的。因此,无论采取何种工艺分解利用纤维素,都必须首先对纤维素原料进行预处理,其目的是降低纤维素的聚合度、结晶度,破坏木质素、半纤维素的结合层,脱去木质素,增加有效比表面积。常用的预处理方法可分为物理法、化学法、物理化学结合法和生物法4大类。
2.1物理方法通常有机械破坏、微波或超声波、高能电子辐射等。
(1)剪切和研磨Stuart等[11,12]发明了一种特殊的纤维素浆的高速剪切装置,可有效破坏纤维素与木质素和半纤维素的物理、化学结合,并显著降低纤维素大分子的结晶度,提高比表面积。研磨的方法有球磨、锤磨等,比较有效的是球磨。1946年有人用球磨制得了完全无定形结构的纤维素,但这种结构很不稳定,很快又重新形成晶态结构,这也是机械物理方法常有的弊端。球磨可使纤维素的结构松散和使微纤中和微纤间晶区间存在的氢键断裂[13,14]。使用三轮球磨处理木质纤维素,对糖化反应极为有效。但存在的问题是,机械处理方法的能耗很高,这无疑增加了生产成本。Daniel等[15]比较了几种研磨方法的能耗,结果表明Hammer磨的能耗比盘磨低,但处理后产物的粒度较大。
(2)微波和超声波
微波是一种新型节能、无温度梯度的加热技术,应用于染色工业,可以提高纤维素的染色性能。超声波在化学工业中的应用也迅速发展。在超高压条件下,有机酸预处理生物质(如农作物废弃物)过程中,玉米秸秆用微波(4.9W/g)辐射,然后用酶在400℃、pH值5.0,水解72h,糖化率高达98%[16]。
2.2化学方法
这是目前研究最多的手段。主要采用稀酸、碱或氨、次氯酸钠、氧化剂等化学试剂单独或互相结合进行预处理。
(1)碱处理
碱处理法是利用木质素能溶解于碱性溶液的特点,用稀NaOH或NH3溶液处理生物质原料,使其中的木质素结构破坏,从而便于酶水解的进行。氢氧化钠可以起到脱木素、润涨纤维素的作用。尽管这种处理对提高原料的降解效果较好,但由于氢氧化钠的消耗量大,在碱处理过程中还有部分半纤维素被损失,所以不太适用于大规模生产。近来人们较重视用NH3溶液处理的方法,通过加热可容易地将NH3回收,重复使用。
Sung等[17]在用氨处理橡木的实验结果表明,与大多数碱一样,氨可以打开木质素与半纤维素之间的连接,部分脱除木质素,从而改变植物纤维的结构。但与强碱不同的是,氨水的处理较为缓和,不会使重要的聚糖化合物大量损失,半纤维素的回收率随氨浓度的增加而增大,木质素的脱除率也随之上升,但纤维素基本上没有损失。另外,通过对预处理产物的酶解实验,发现尽管木质素的脱除率较高,但酶解率仅稍有提高。说明酶解率的提高,与木质素有一定的关系,但并不是关键因素。但也有资料[18,19]表明,对于硬质木质纤维材料,氨处理后,酶解率也有明显的改善。
(2)酸处理
稀酸预处理通常采用0.3%~1.2%的硫酸,在110~220℃下处理一定时间。由于半纤维素易被水解成单糖,纤维残渣形成多孔或溶涨型结构,从而促进了酶解效果[20]。虽然半纤维素用热水处理时也会溶出,但反应速度远小于稀酸催化剂存在的情况。稀酸的脱木质素作用较弱,0.1%的酸的木质素脱除率只有22%,但半纤维的溶出率高,在酸浓度为0.2%时,酶解率可提高到大于90%,远比氨处理效果好,说明半纤维素的有效溶出比木素的脱除更有利于纤维素的酶解[17]。Carrasco等对9种生物质底物的稀酸预处理进行比较,结果表明,几乎所有实验底物均表现出有利于随后的纤维素酸水解的特点[21]。
除了无机酸以外,还有人采用有机酸,如甲酸,但作用机理有所不同,甲酸主要是脱除木质素,而不是加速半纤维素的溶出。Baeza以0.3%盐酸为催化剂,用甲酸在90℃常压处理松木底物,可有效分离木质纤维素,纤维素的含量上升,并且结晶度下降,酶解糖化率从25%上升到56%[22]。可用乙酸–硝酸为反应剂溶解和脱除木质素,仅用乙酸不能脱除木质素,为了有效地溶解木质素,必须加入硝酸。乙酸浓度35%和硝酸浓度2%,约80%的木质素可从报纸中脱除[23]。
(3)氧化剂
氧化法主要是用过氧化氢进行氧化脱木质素的反应,从而达到破坏天然植物纤维的物理结构的目的。pH值是影响反应的重要条件,在碱性条件下,可在80~90℃低温下反应,但在酸性条件下,要达到同样的氧化裂解木质素的效果,就需在130~160℃[24]条件下,Gould等以H2O2为氧化剂,控制pH值在11.2~11.8的范围,可部分脱除木质素,并降低纤维素的结晶度,过程中产生的抑制酶解过程的毒素较少[25]。
Kazuhiro等介绍了H2O2为氧化剂,Fe2+为催化剂的两步氧化法来处理木质纤维素,获得有机酸等化学物质。通过第一步非催化氧化,一部分木质素转化为甲酸等小分子有机酸,纯纤维素回收率约为22%;第二步催化氧化,小分子有机酸达到纤维原料的33%[26]。为了加强预处理的效果,一些研究者将氧化剂与其他化学试剂结合使用。Sung等将硫酸与H2O2配合用于橡木的预处理[17]。结果表明,随H2O2浓度的增加,半纤维素的溶出率升高,当H2O2浓度为1.6%时,达到90%,相当于0.2%的酸单独处理的效果,但可省去酸中和的步骤。Jun等[27]用氨和H2O2配合预处理两种不同的软木质纤维废料,研究结果表明,单独氨处理(ARP),氨与H2O2混合(ARP–H),氨和H2O2按先后顺序处理,均有脱木质素的作用。但ARP工艺处理后,纤维底物的酶解率仅稍许提高了5%,ARP–H工艺,H2O2虽然有助于木质素的脱除,但酶解效果也没有明显改善。先H2O2,后氨处理后,产物的酶解率从41%上升到75%,但纤维素的保留率有所下降。Brownell等[28,29]认为氧化剂H2O2有利于生物酶对软木质纤维底物的水解作用。其他氧化剂还有过乙酸、臭氧、硝酸、次氯酸钠等。
2.3物理–化学方法
这一方法主要指蒸汽爆破技术。蒸汽爆破是将木质纤维原料先用高温水蒸气处理适当时间,然后连同水蒸气一起从反应釜中急速放出而爆破,由于木质素、半纤维素结合层被破坏,并造成纤维素晶体和纤维束的爆裂,使得纤维素易于被降解利用。但蒸汽爆破处理后可能会提高纤维素的结晶指数[30]。最初的蒸汽爆破由Mason于1927年提出并取得专利[31]。此后各国的研究者进一步结合化学处理,使蒸汽爆破技术更加完善。蒸汽爆破与酸结合,分两步预处理软木质纤维,糖的回收率可大大提高,并可降低后续酶解过程的酶的用量[32]。蒸汽爆破杨木时加入NaOH,随碱浓度的增加,木质素脱除率可提高到90%[33]。蒸汽爆破的处理效果不仅与使用的化学试剂有关,而且与纤维材料的粒度大小有关。采用较大的粒度(8~12mm)不仅可节约能耗,而且可采用较剧烈的操作条件,具有较高的纤维素保留度,较少的半纤维素水解糖类损失,提高纤维素酶的酶解率[34]。
氨冷冻爆破[35]是利用液态氨相对较低的压力(1.5MPa左右)和温度(50~80℃)下将原料处理一定时间,然后通过突然释放压力爆破原料。在此过程中由于液态氨的迅速汽化而产生的骤冷作用不但有助于纤维素表面积增加,同时还可以避免高温条件下糖的变性以及有毒物质的产生。氨冷冻爆破中采用的液态氨可以通过回收循环利用,整个过程能耗较低,被认为是一种较有发展前途的预处理技术。
2.4生物方法
常用于降解木质素的真菌是木腐菌,通常是白腐菌、褐腐菌和软腐菌,其中软腐菌的木质素分解能力很低,褐腐菌只能改变木质素的性质,而不能分解木质素,只有白腐菌分解木质素的能力较强。用白腐菌预处理纤维素较省能,还可以得到有价值的副产物——SCP(单细胞蛋白),成本低,经济效益好,并且由于反应条件温和,副反应和抑制性产物少。但生物法处理时间长,而且白腐菌除分解木质素外,还产生分解纤维素和半纤维素的纤维素酶和半纤维素酶,处理的同时也造成纤维素、半纤维素的损失,因此必须分离或选育木质素氧化酶活性高,而不产生纤维素酶、半纤维素酶的菌种。
3木质纤维素原料的水解和糖化
木质纤维素的水解糖化并生产燃料乙醇的过程中,从葡萄糖转化为乙醇的生化过程是简单和成熟的,反应在温和条件下进行。目前传统的间歇发酵已被各种连续发酵工艺所取代,因而有高的生产率,可为微生物生长保持恒定的环境,同时也能达到高的转化率。其水解产物为以木糖为主的五碳糖,以农作物秸秆和草为原料时还有相当量阿拉伯糖生成(可占五碳糖的10%~20%),故五碳糖的发酵效率也是决定过程经济性的重要因素,能同时发酵戊糖和己糖的菌种也已发现和改良,并能够达到较高的产率[36]。所以纤维素的糖化是木质纤维素制燃料乙醇的关键,其工艺主要有酸解法和酶解法两种工艺。
(1)酸水解工艺
最古老的纤维素糖化方法是以酸解为基础的[37]。主要有浓酸水解和稀酸水解两种。稀酸处理的优点在于半纤维素水解得到的糖量大,催化剂成本低,易于中和。但半纤维素水解产物五碳糖易在催化下进一步降解(糠醛)。稀酸水解过程为多相水解反应,硫酸浓度一般为0.5%~2%,温度为180~240℃,时间为几分钟到几小时。Brink为天然纤维素转化为葡萄糖提出了一个两步法过程。第一步,把半纤维素解聚为木糖和其他糖类。第二步,把纤维素解聚为葡萄糖。由于酸的浓度低,可以不必进行酸的回收。但葡萄糖的最大产率仅占纤维素的55%,并且有较多的解聚产物会阻止酵母发酵生成乙醇[38]。法国在1856年即开始进行了浓硫酸水解法进行乙醇生产。浓酸水解过程为单相水解反应,纤维素在浓酸作用下首先溶解,然后在溶液中进行水解反应。浓酸能够迅速溶解纤维素,但并不是发生了水解反应。浓酸处理后成为纤维素糊精,变得易于水解,(纤维素经浓酸溶液生成单糖,由于水分不足,浓酸吸收水分,单糖又生成为多糖,但这时的多糖不同于纤维素,它比纤维素易于水解)但水解在浓酸中进行得很慢,一般是在浓酸处理之后再与酸分离,使用稀酸进行水解。传统的酸水解流程包括固定水解法、分段水解法和渗滤水解法。一般采用连续渗滤反应器,固体物料充填其中,酸液连续流过。这样水解所产的糖可连续流出,减少了在床内停留时间,相应也减少了糖的进一步反应。
也有人提出了两步法稀酸水解。首先原材料用0.5~2.5mol/L的稀硫酸处理,约有50%的半纤维素转化为可溶性的低聚糖或单糖,然后在62.5%~87.5%的液体乙醇中,用2mol/LH2SO4处理,脱除木素。通过以上两步,总纤维素得率>60%[39]。近年来,人们还研究了助催化剂的作用。即用某些无机盐(如ZnCl2,FeCl3等)来进一步促进酸的催化作用[40]。加电解液NaCl溶液可观察到非均相稀酸水解速率的提高,酸解速率与添加的电解液的浓度成线性关系。还有人尝试在渗滤反应器酸解过程中添加非水溶剂。如在稀硫酸中使用丙酮,葡萄糖产率为83.4%,不用丙酮,产量为65%。这表明,在适合的糖化条件下,可用丙酮、酸、水混合体系[41]。酸解法已有近一百年的历史,发展至今,仍存在许多问题,如酸回收问题、设备腐蚀、工程造价等,因此有逐渐被生物酶解的方法所代替的趋势[42]。
(2)生物酶水解工艺
随着纤维素酶生产技术日益成熟,成本大幅度降低,酶解法已经开始逐渐取代酸解法。纤维素酶是一种多组分的复合酶,包括内切型葡聚糖酶(Cx酶、CMC酶、羧甲基纤维酶)、外切型葡聚糖酶(C1酶、微晶纤维素酶)和纤维二糖酶(β–葡萄糖苷酶)等3种主要组分。纤维素的酶水解机理至今仍未完全研究清楚,但普遍认为在将天然纤维素水解成葡萄糖的过程中,必须依靠3种组分的协同作用才能完成。纤维素大分子首先在C1酶和Cx酶的作用下逐步降解成纤维二糖,而纤维二糖酶则进一步将纤维二糖水解成葡萄糖。关于C1酶和Cx酶的作用基质虽有几种不同说法,但有两点是一致的:(1)结晶纤维素是在C1酶和Cx酶的共同作用下分解的;(2)C1酶是从纤维素长链非还原性末端,以纤维二糖为单位,切割β–1,4糖苷键的外切酶。纤维素酶分解纤维素的过程如下[43]:

美国Natick工艺以城市废纤维垃圾为原料,酶水解间歇进行,24h完成。水解酶用量为135IU/g纤维素,水解液中葡萄糖浓度为10%,水解率达45%。据Chen等[44]报道,美国加州大学Berkeley分校以玉米芯为原料,以里斯木霉为产霉菌株,酶产率为19.2IU/(L·h)。
4木质纤维素酒精生产工艺
利用微生物发酵木质纤维素生产酒精的工艺大致可分为直接法、间接法、同时糖化发酵和固定化细胞发酵。直接法是指用同一微生物完成纤维素的糖化水解和乙醇发酵的生产过程。直接法中常用的微生物是热纤维梭菌。经过诱变改造的重组热纤维梭菌用于发酵,其酒精产率可达9g/L,乙酸产量也能达到9g/L。热纤维梭菌若与热硫化氢梭菌共同作用,还可使产量大大提高[45,46]。利用混合菌发酵,可以部分解决产率不高的问题[47];间接法是指先用一种微生物水解纤维素,收集酶解后的糖液,再利用酵母发酵生产乙醇。此法中常用木霉的纤维素酶来水解纤维素,产生的糖液再进行发酵,其酒精产量可达到97g/L。但这种方法中纤维素需先用氢氧化钠进行预处理,因而成本较高[48];同时糖化发酵是指用一种可产生纤维素酶的微生物和酵母在同一容器中连续进行纤维素的糖化和发酵。在这一工艺过程中,纤维素水解后产生的葡萄糖可以被不断地用于发酵,因而消除了高浓度葡萄糖对纤维素酶活性抑制,简化了设备,缩短了生产周期,提高了生产效率。但也存在一些抑制因素,如木糖的抑制作用、糖化和发酵的温度不协调等;固定化细胞发酵具有提高发酵器内细胞浓度、细胞可连续使用、最终发酵液酒精浓度高等优点。研究最多的是酵母和运动发酵单胞菌的固定化。常用载体有海藻酸钠、卡拉胶、多孔玻璃等。研究表明,固定化运动发酵单胞菌比酵母更具优越性。最近又有将微生物固定在气液界面上进行发酵的研究报道,其微生物活性比固定在固体介质上高。固定化细胞的新动向是混合固定化细胞发酵,如酵母与纤维二糖一起固定化细胞发酵,将纤维二糖基质转化成酒精,被认为是以纤维素原料生产酒精的重要阶梯[49]。
5结语
以木质纤维素类物质生产乙醇在近30年里研究得很多,对其组分、水解方法、发酵工艺和发酵菌种等方面都进行了全面而深入的研究,为木质纤维素生产乙醇奠定了一定的基础。目前利用纤维素生产酒精的技术已基本成熟,但是由于纤维素酶的成本太高,生产过程中,酶用量偏大,导致纤维素酒精的价格无法与粮食酒精相竞争,因此还要加强对以下技术的研究:①进一步研究纤维素原料的预处理、酶水解及水解发酵生产酒精等技术;②进行固体发酵技术的研究,解决目前存在的污染率高和成本高的问题;③以基因工程手段选育高产纤维素酶、木质素酶菌种,以有效地降低生产成本。尽管近年来生物技术已取得发展,但是科技工作者仍面临许多挑战,还需要研制更加稳定的基因工程酶,研究更加低廉有效的木质纤维素类物质的预处理方法,优化生产酒精各个环节。如果能解决好这些问题,那么木质纤维素原料生物转化乙醇必将产生更大的社会效益和经济效益。
参考文献
[1]Campbell C J,Laherrere J H.[J].Sci.America,1998,3:78–83.
[2]杨艳,卢滇楠,李春,等.[J].化工进展,2002,21(5):299–322.
[3]陈国符.植物纤维化学[M].北京:中国轻工业出版社,1980:186.
[4]Christoph Berg.World Ethanol Production 2001 July 31st.http://www.distill.com/world_elhanol_production.html.
[5]美国可再生燃料协会(RFA),http://www.hawaii.gov/dbedt/ert.
[6]Sun Y,Cheng J Y.[J].Bioresource Technol.,2002,83:1-11.
[7]Demain A L,Newcomb M,Wu J H D.[J] .Microbiol.Mol.Biol.R.,2005,69:124.
[8]曲音波,高培基.开展生物质转化为酒精研究实现液态燃料可持续 供应[C].发酵工程学科的进展-第二次全国发酵工程学术讨论会.北京:中国轻工业出版社,2002,34–39.
[9]刘铁男.[J].中国能源,2002,3:6–10.
[10]博其军.[J].广西轻工业,2001,2:6–10.
[11]Stuart Earnest D,et al.Treatment method for fibrous lignocellulosic biomass using fixed stator device having nozzle tool with opposing coaxial toothed rings to make the biomass more susceptible to hydrolysis[P].US 5498766,1996.
[12]Stuart Earnest D.Treatment of fibrous lignocellulosic biomass by high shear forces in a turbulent couette flow to make the biomass more susceptible to hydrolysis[P].US 5370999,1994.
[13]Tossinari T,Macy C,Spano L Energy .[J].Biotechnology and Bioengineering,1980,22:1689–1705.
[14]Koshijiima T,Yuka F,Muraki E,et al.[J].Journal Applied Polymer Synposium,1983,37:671–683.
[15]Daniel J Schell,Chuck Harwood.[J].Applied Biochemistry and Biotechnology,1994,45/46:1591–1593.
[16]Cullingford Hatice S,George Clifford E,Lightsey George R.Pretreatment in the enzymic saccharification of biomass with use of microwaves[P].US 5196069,1993.
[17]Sung Bae Kum,et al.[J].Applied Biochemistry and Biotechnology,2000,91–93:81–94.
[18]Kim S B,Lee Y Y.[J].Applied Biochemistry and Biotechnology,1996,57/58:147–156.
[19]Leer PV,et al.[J].Applied Biochemistry and Biotechnology,1996,57/58:121–131.
[20]Saha B C.[J].Process Biochemistry,2005,40(12):3693–3700.
[21]Carrasco F E,et al.[J].Applied Biochemistry and Biotechnology,1994,45/46:23–34.
[22]Jaime Baeza,et al.[J].Applied Biochemistry and Biotechnology,1991,31:273–282
[23]Xiao Weiping,Clarkson William W.[J].Biodegradation,1997,(1):61–66.
[24]Xiang Qian,Lee YY.[J].Applied Biochemistry and Biotechnology,2000,84–86:153–162.
[25]Gould John M.Alkaline peroxide treatment of nonwoody lignocellulosics[P].US 4649113,1987.
[26]Kazuhiro Mae,et al.[J].Energy and Fuels,2000,14:1212–1218.
[27]Jun Seok Kim,et al.[J].Applied Biochemistry and Biotechnology,2000,84–86:129–139.
[28]Brownell H H,et al.[J].Biotechnology Bioengineering,1986,28 (6):792–800.
[29]Schwald W,et al.[J].Applied Biochemistry and Biotechnology,1989.20/21:29–44.
[30]Azzam A M.[J].Biomass,1987,12 (1):71–77.
[31]Mason W H.Apparatus for and process of explosion fibration of lignocellulose material[P].US 1655618,1928.
[32]Quang A Nguyen,et al.[J].Applied Biochemistry and Biotechnology,2000,84–86:561–576.
[33]Heitz M,et al.[J].Bioresource Technology,1991,35:23–32.
[34]Ballestcros I,et al.[J].Applied Biochemistry and Biotechnology,2000,84–86:97–110.
[35]Holtzapple M T,et al.[J].Biotechnology and Bioengineering,1994,44(9):1122–1131.
[36]Galbe M.[J].Journal of Scientific & Industrial Research,2005,64(11):905–919.
[37]Grethlein.[J].J.Applied Chemistry Biotechnology,1978,28:296–308.
[38]Brink.Method of treating biomass material[P].US 5536325,1998.
[39]Papatheofanous M G,et al.[J].Bioresource Technology,1995,54(3):305–310.
[40]Zaranyika MF.[J].Polymer Chemistry,1990,28(13):3365–3374.
[41]Ward John Patrick,Grethelein Hans.[J].Biomass,1988,17(3):153– 163.
[42]Senthilkumar V,Gunasekaran P.[J].Journal of Scientific & Industrial Research,2005,64 (11):845–853.
[43]李洪刚,段堂荣.[J].酿酒科技,1996,75(3):44–45.
[44]Chen L F,Gong C S.[J].Applied Microbiology and Biotechnology,1986,25:208–212.
[45]Thomas K C,Ingledew W M.[J].Applied and Environmental Microbiology,1990,56:2046–2050.
[46]Jones A M,Thomas K C,Ingledew W M.[J].Food Chem.Journal of Agricultural and Food Chemistry,1994,42:1242–1246.
[47]Thomas K C,Ingledew W M.[J].Journal of Industrial Microbiology & Biotechnology,1992,10:61–68.
[48]Ingledew W M,Jones A M.[J].Cereal Chemistry,1995,72:147–150.
[49]Leao C,Van uder N.[J].Biochimica et Biophysica Acta,1994,774:43–48. |



